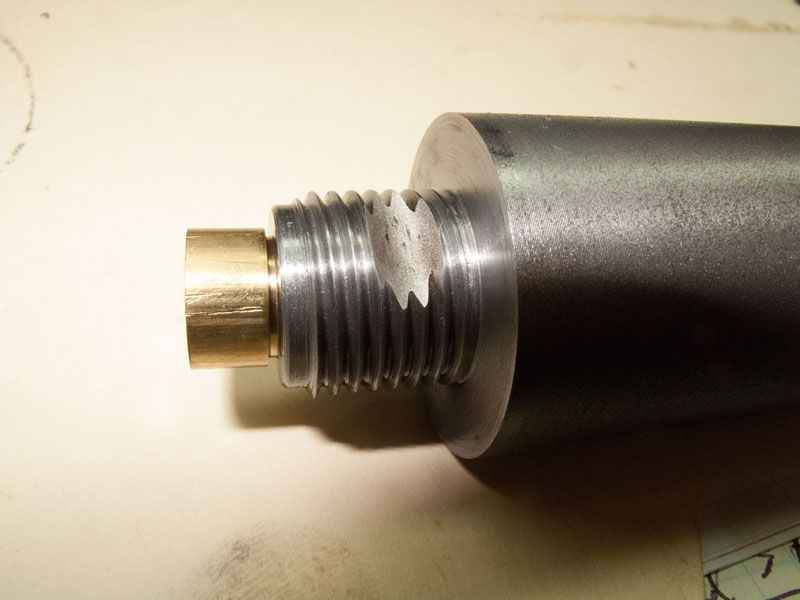
Morris completed the final preparation on the barrels with the setup to cut the groove for the takedown cross pin. Each barrel had to be screwed into the action with equal force, then moved to the EDM and indexed. With the 4� tapered electrode mounted the action was removed and the cut was made to proper depth. For those interested in the minutiae the full story is at:
http://blog.alaskaarmsllc.com/ovate-barrels-part-4/For those just interested in the results here is what the EDM cut looks like on the first barrel. The barrel work is simply top notch with precise facing and threading evident in this image. The chambers too, are top notch.
A lengthy description of the action and barrel preparation briefly posted here previously is found at:
http://blog.alaskaarmsllc.com/ovate-barrels-part-3-installing-chambering-barrels/Morris has finished production of the CNC fixtures, they are ground, and the first profiling run should occur in the next several weeks.



