|
S |
M |
T |
W |
T |
F |
S |
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
|
14
|
15
|
16
|
17
|
18
|
19
|
20
|
|
21
|
22
|
23
|
24
|
25
|
26
|
27
|
|
28
|
29
|
30
|
|
|
|
|
|
|
Forums10
Topics38,443
Posts544,799
Members14,405
| |
Most Online1,258
Mar 29th, 2024
|
|
|
|
Joined: Jan 2006
Posts: 9,410 Likes: 313
Sidelock
|
OP

Sidelock
Joined: Jan 2006
Posts: 9,410 Likes: 313 |
What a gift that more books are getting digitzed; just found this one this am The American Sportsman: Containing Hints to Sportsman, Notes on Shooting… Elisha Jarrett Lewis M.D. 1857 or Lewis’s American Sportsmanhttp://books.google.com/books?id=uXz6hcI5nWUC&dq=damascus+barrels http://books.google.com/books?id=uXz6hcI...6TAvY#PPA450,M1 "The labor bestowed upon the manufacture of (Stub Twist) barrels was exceeded alone by that of the operatives of Damascus arms; and to such an extent was the hammering of the lusty smith carried, that it was not unusual for a mass of stubs, weighing from forty to fifty pounds, to be reduced by repeated beatings to a rod sufficient only to make a single barrel. By this long and arduous process the utmost ductility, tenacity, and purity were acquired, which rendered these (barrels) superior for safety and shooting-powers…" I suspect this might be a bit of 'journalistic hyperbole'  ,and he mostly quotes Greener's descriptions of the production process.
Last edited by revdocdrew; 12/10/07 11:25 AM.
|
|
|
|
|
Joined: Jan 2006
Posts: 9,410 Likes: 313
Sidelock
|
|
OP
Sidelock
Joined: Jan 2006
Posts: 9,410 Likes: 313 |
Another hidden treasure discovered. The most detailed description of 'machine made' Damascus, with an explanation of the edge welding by "jumping" and mention of using two different tube segments for breech and "fore part." Sporting Guns and Gunpowders: Comprising a Selection from Reports of Experiments, and Other Articles Published in The “Field” Newspaper, Relative to Fire Arms and Explosives Fredrick Toms 1897 From Field Jan. 15, 1896 Vol 91, p. 91 http://books.google.com/books?id=inQCAAA...rjiY4#PPA335,M1 A. - Damascus metal is a mechanical mixture of steel and iron. B. - This mixture is affected in the following way: A number of small this sheets of iron and steel, being placed alternately – are firmly wired or boxed together, heated in a furnace, and welded into a solid mass. C. – The mass is then rolled out into long thin square bars or rods. D. – The rods are then cut up into convenient pieces. E. – Each piece is then heated and placed in a machine, in which one end of the piece is fixed, and the piece is rotated from the other end – the result being that the piece is twisted or corkscrewed very finely. F. – The rods are rolled of various thicknesses, according to the number of rods in the particular barrels to be made. The finer the barrels are required, the smaller is the diameter of the rods, and the greater the number of rods required for a barrel. G. – Two, three, four, or six rods are then taken, and are heated and welded together at the sides. Thus is made a flat strip, a little more than two, three, four, or six times wider than a single rod. H. – Damascus barrels are made usually in two parts, fore part and back part, the back part being made of thicker metal than the fore part. I. – This is done to avoid having to roll the strip taper from end to end, and to enable the welder to “jump” the barrel more powerfully than he would be able to “jump” a full length barrel. J. – The strip is heated and rolled into a ribbon (ribband). K. – This ribbon is cut into convenient lengths, one length sufficient for a fore part or back part, as the case may be. L. – The ribbon is then (either with or without being heated) twisted round a round rod (mandrel) in a machine, and thus formed into a spiral tube. M. – The spiral tube is then heated and welded by “jumping” the edges of the spiral together and hammering round the sides. This process is generally effected thus: an iron rod is inserted into one end of the spiral, and spiral placed in furnace, and when heated sufficiently, the welder withdraws the spiral from the furnace by means of the rod, and places it horizontally under a specially-made trip hammers, and “jumps” it hard vertically on an iron block let into the hearth floor, in order to force the edges of the spiral together. The hammering and “jumping” are repeated alternately as many times as required. The spiral is thus made into a rough tube. The tilt-hammer is not always employed; hand-made barrels being made by a welder and one or two strikers using welding hand-hammers. N. – The two tubes, fore part and back part, are then heated at their joining ends and welded into one, and they then form a finished rough tube. O. – It will be seen that (1) The essential factor of Damascus is steel. (2) That the various processes are effected with the object of interlacing the fibres of the metal and directed their length round the barrel instead of in a line with the rest of the barrel; so that, should the barrel burst, the fracture may follow the direction of the fibres and be impeded also by the interlacing of the fibres and the two metals, instead of being from end to end of the barrel, as it might be in case the fibres of metal run in straight line with the length of the barrel. (3) A Damascus barrel is heated many times. (4) The welding surfaces (a) of the thin plates, (b) of the twisted rods, (c) of the spiral, (d) of the two tubes, back part and fore part, into one. (5) In each of these processes parts of the tube are liable to be over-heated and the steel in them then damaged. (6) In each of these processes small imperfections in the welding are possible and most often occur. Those defects are often invisible til the barrel is finished or nearly finished, and, although the barrel may be perfectly safe, they are unwelcome eyesores to both buyer and seller of a gun.
Last edited by revdocdrew; 12/10/07 01:04 PM.
|
|
|
|
|
Joined: Jan 2006
Posts: 9,410 Likes: 313
Sidelock
|
|
OP
Sidelock
Joined: Jan 2006
Posts: 9,410 Likes: 313 |
This may be the best find yet. Contemporary to Greener's first edition in 1835, more detailed, but seems to confirm his descriptions. Engines Of War: or, Historical and Experimental Observations on Ancient And Modern Warlike Machines And Implements, Including the Manufacture of Guns, Gunpowder, and Swords with remarks on Bronze, Iron, Steel, &c.Henry Wilkinson, M.R.A.S. London 1841 p. 70 Part III On The Manufacture of Fire-Arms, And Modern Improvements. http://books.google.com/books?id=0XJeF_o...w3u60I#PPA70,M1 Starting on p. 87 Forging of Gun-Barrels A description of Stub, Stub-Twist, Wire-Twist, Damascus-twist, Stub-Damascus, Charcoal iron, Threepenny skelp iron, Two penny or Wednesbury skelp, and Sham-damn skelp. The most approved modern method of converting…(horse-shoe nails)…into ( Stub-Twist) gun-barrels after carefully sorting and picking the, to see that no cast-iron or impurities are mixed with them, is first to put about half a hundred weight into a large cast-iron drum or cylinder, crossed internally with iron bars, through the centre of which a shaft passes, which is connected by a strap with a steam-engine, and the revolution of the drum actually polishes the nails by their friction against each other; they are then sifted, by which every particle of dust is removed. The steel intended to be mixed with them is clipped by means of large shears, worked by the engine into small pieces, corresponding in size to the stubs, and afterwards cleansed by a similar process. About 40 lbs. are thrown on to the inclined hearth of an air-furnace, where they are puddle or mixed together with a long iron rod, and withdrawn in a mass called a bloom, almost in a state of fusion, to be welded under hammer of three tons weight, by which it is formed into a long square block: this being put in, at another door of the same air-furnace, is raised to a bright red heat, and drawn out under a tilt hammer of a ton and half weight, into bars of proper size to pass the rollers, by means of which it is reduced to rods of the required size. p. 95 Possibly a description of what was later termed Laminated Steel For the finest description of ( Stub-Twist) barrels, a certain proportion of scrap steel, such as broken coach-springs, is cut into pieces and mixed with the iron by the operation called puddling, by which the steel loses a considerable portion of its carbon, and becomes converted to mild steel, uniting readily with the iron, and greatly increasing the variegation and beauty of the twist. In whatever manner the iron may be prepared, the operation of drawing it out into ribands for twisting is the same. This is effected by passing the bars, while red hot, between rollers until extended several yards in length, about half an inch wide, and varying in thickness according to whichever part of the barrel it may be intended to form: these ribands are cut into convenient lengths, each being sufficient to form one-third of a barrel: one of these pieces is made red hot and twisted into a spiral form, by placing on end in the prong of an iron rod, which passes through a frame, and is turned by a handle, the riband being prevented from going round without twisting by means of an iron bar placed parallel to the revolving rod. The spiral thus formed is raised to a welding heat, and dropped on to a cylindrical rod, which being struck forcibly on the ground (called jumping) the edges of the spiral unite, and the welding is then completed by hammering on the anvil. The other spirals are added according to the length of the barrel, and the forging is finished by hammering regularly all over. The ends of the spirals should be turned up and united at each junction of spirals, to avoid the confusion in the twist occasioned by merely dropping one spiral on anther; but this is rarely done. Wire-Twist, of any degree of fineness, may be obtained by welding alternate laminae of iron and steel, or iron of two qualities, together; the compound bar thus formed is drawn into ribands, and twisted in the same manner as the preceding. p. 96 The iron called Damascus, from it’s resemblance to the celebrated Oriental barrels and swordblades, is now manufactured in great perfection in this country, as well as in France and Germany, and may be varied in fineness or pattern to almost any extent, according to the various manipulations it may undergo. One method is to unite, by welding 25 bars of iron and mild steel alternately, each about 2 feet long, 2 inches wide, and ¼ of an inch thick; and having drawn the whole mass into a long bar, or rod, 3/8 of an inch square, it is then cut into proper lengths of from five to six feet; one of these pieces being made red hot is held firmly in a vice, or in a square hole, to prevent it from turning, while the other end is twisted by a brace, or by machinery, taking care that the turns are regular, and holding those parts which turn closer than others with a pair of tongs, the rod is by this means shortened to half it’s original length, and made quite round. If only two pieces are employed to form the riband, one is turned to the right, and the other to the left; these being laid parallel to each other are united by welding and then flattened; but if three square rods are used, the centre one is turned in a contrary direction to the outside ones, and this produces the handsomest figure. By these operations the alterations of iron and steel change places at every half revolution of the square rod composed of twenty-five laminae; the external layers winding round the interior ones, thus forming when flattened into a riband, irregular concentric ovals or circles. The fineness of the Damascus depends on the number and thickness of alterations; but when wound into spiral form, and united on its edges by jumping, the edges bend round and the figure is completed.
Last edited by revdocdrew; 12/11/07 02:10 PM.
|
|
|
|
|
Joined: Nov 2005
Posts: 4,598
Sidelock
|
|
Sidelock
Joined: Nov 2005
Posts: 4,598 |
A Belgian patent for the composition of a billet to create a particular pattern 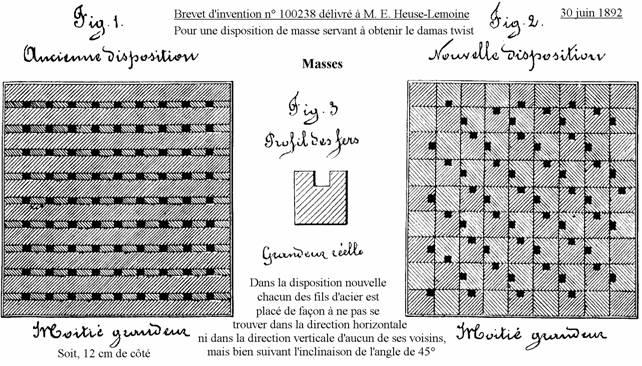 Patent 223432 of "Monsieur Florent Heuse-Bovy" for a process and device mechanically carrying out the synchronic torsion of metals. 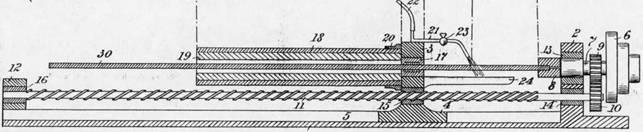 From Puraye, "Le Damas". A 1835 example from Belgium by Moray  Pete
|
|
|
|
|
Joined: Nov 2005
Posts: 4,598
Sidelock
|
|
Sidelock
Joined: Nov 2005
Posts: 4,598 |
More patent drawings for damascus patterns, Star, Bernard 81, Extra Fine Crolle, Washington.  So of the estimated 30 patterns, we have located 6... Any one have others? Pete
|
|
|
|
|
Joined: Nov 2005
Posts: 4,598
Sidelock
|
|
Sidelock
Joined: Nov 2005
Posts: 4,598 |
This was on the cover of American Rifleman, April 1960. It is identified as being produced by A. Mohiev of Liege, 1770-1780, an early fowling piece.  I believe this may show what can be considered as pattern welded damascus. In 1771 Jean Jacques Perret published "L'Art du Coutelier". In it he describes the process of twisting ribbons. Many of the tools shown resemble what are later seen in the damascus barrel shops. So are we looking at one of the earliest examples? Without seeing the full barrel, it is difficult to tell. Unfortunately, there is no other information about this piece. Pete
|
|
|
|
|
Joined: Jan 2006
Posts: 9,410 Likes: 313
Sidelock
|
|
OP
Sidelock
Joined: Jan 2006
Posts: 9,410 Likes: 313 |
c. late 1700s French fowler with some form of 'laminated' barrel 
|
|
|
|
|
Joined: Nov 2005
Posts: 4,598
Sidelock
|
|
Sidelock
Joined: Nov 2005
Posts: 4,598 |
Drew, Yes that is the gun I posted earlier. I believe that our "definitions" fail with a piece this early. This is a an example of a Misquelet Lock. It was most likely produced in the late 1600's in Europe. It is a good example of the heavy trade that was occurring between European makers and the Ottoman empire. Very often the barrels would be acquired and the gun built around them. This one is a cheap knock-off of the period. Unable to acquire the damascus barrels. For more about this trade see, Robert Elgood, " Firearms of the Islamic World" and also Anthony North, " Victoria & Albert Museum Islamic Arms".    Pete
|
|
|
|
|
Joined: Nov 2005
Posts: 4,598
Sidelock
|
|
Sidelock
Joined: Nov 2005
Posts: 4,598 |
The misquelet lock was in use for a very long time. This is a much later example circa 1800, again made for "the trade" within the Ottoman empire. What appears to be a damascus barrel is in fact known as damascene. A technique that was used to decorate the barrel surface. It was often done using silver or gold. This one is another type of faux damascus. The damascene is attempting to duplicate crolle. This would have been done using "stamps" while the barrel was being worked in the forge. Manfred Sasche duplicates this technique in his book.   Some of books mentioned are difficult to obtain and certainly they are relatively expensive. Here is a decent on-line tome worth looking at:George Cameron Stone " Glossary of the Construction, Decoration, and Use of Arms and Armor in All Countries and All Times", 1999. About the Miquelet lock: http://books.google.com/books?id=A4Rp_Qx9in4C&printsec=frontcover&dq=miquelet+lock#PPA234,M1"Definitions" for this subject are sensitive to time and culture. What we refer to as damascus was generally known as "watered steel" http://books.google.com/books?id=A4Rp_Qx9in4C&printsec=frontcover&dq=miquelet+lock#PPA320,M1Pete
|
|
|
|
|
Joined: Nov 2005
Posts: 4,598
Sidelock
|
|
Sidelock
Joined: Nov 2005
Posts: 4,598 |
One of the difficulties that has to be over come to produce damascus is controlling the output of the smelting process. Both steel and iron have to be produced to create damascus. This takes a high level of technology. We know that this level had been reached in Europe shortly after firearms were 1st introduced. "Some Aspects of the Metallurgy and Production of European Armor"By Craig Johnson, first published in the Armored Proceedings Symposium Notes, 1999. The processes for turning iron ore into a workable material were known throughout Europe, Asia, and the Orient since antiquity. The product that was normally produced was wrought iron and later cast iron. Wrought iron never achieved a fully liquid state. A furnace held in the 1100°C to 1200°C (abt 2000°F-2200°F) range would allow the reduced iron particles of the ore to coalesce into a mass with the majority of the silicates liquefying and draining away as slag. What remained would be a spongy looking mass called a "bloom," the refining of which was accomplished by heating and hammering repeatedly to drive additional slag out and close any voids, resulting in a bar or plate of wrought iron. Iron produced in this way consists of large ferrite crystals and some slag inclusions and would have to be carburized to achieve a steely state. This carburization may have been accomplished in the furnace by lengthening the time the bloom is left in, tempreture increases or increases in the ratio of fuel to ore
.....
Cast iron needs the reverse process to be usable as a steel product. The material needs to be reduced in carbon content and this is usually accomplished by passing air through a stream of the liquefied iron onto a charcoal hearth, known as a finery, or "Walloon Furnace". There is some conjecture that such a process was being used in the pre Alpine valleys as early as the mid 13th century. By the 15th C. the Northern Italian production centers were casting iron cannon, which may indicate the technology was available in previous centuries to manipulate liquid iron. This also may have been the process used in Styria. The method for decarburisation by forging together cast and wrought iron and allowing carbon diffusion to take place resulting in a steel material is described by Biringuccio in Pirotechnia (1540) though this would be a difficult proces to control. Some have thought this maybe the "Brescisian Process" but this was probably a finery of some sort that was misunderstood by Biringuccio. The "Brescisian Process"may have been a source for the large amount of steel needed by the Milanese armorers. La Verne Ward Spring http://books.google.com/books?id=7YJCAAAAIAAJ&pg=PA93&dq=Walloon+Furnace#PPA94,M1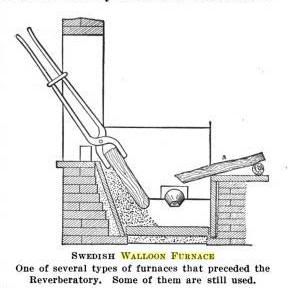 The concept of the Walloon forge reached it's zenith in the Bessemer process. Pete
|
|
|
|
|
